КИПpГпДчВЛЗћв(guЈЉ)ЗЖвЊЧѓдѕУДоk�����ЃП-дЦФЯКИЙЄХрг(xЈДn)
[ШеЦкЃК2022-01-24] эдДЃКдЦФЯММФмПМдОW(wЈЃng) зїепЃКдЦФЯММФмПМдОW(wЈЃng) щзxЃК1059ДЮ
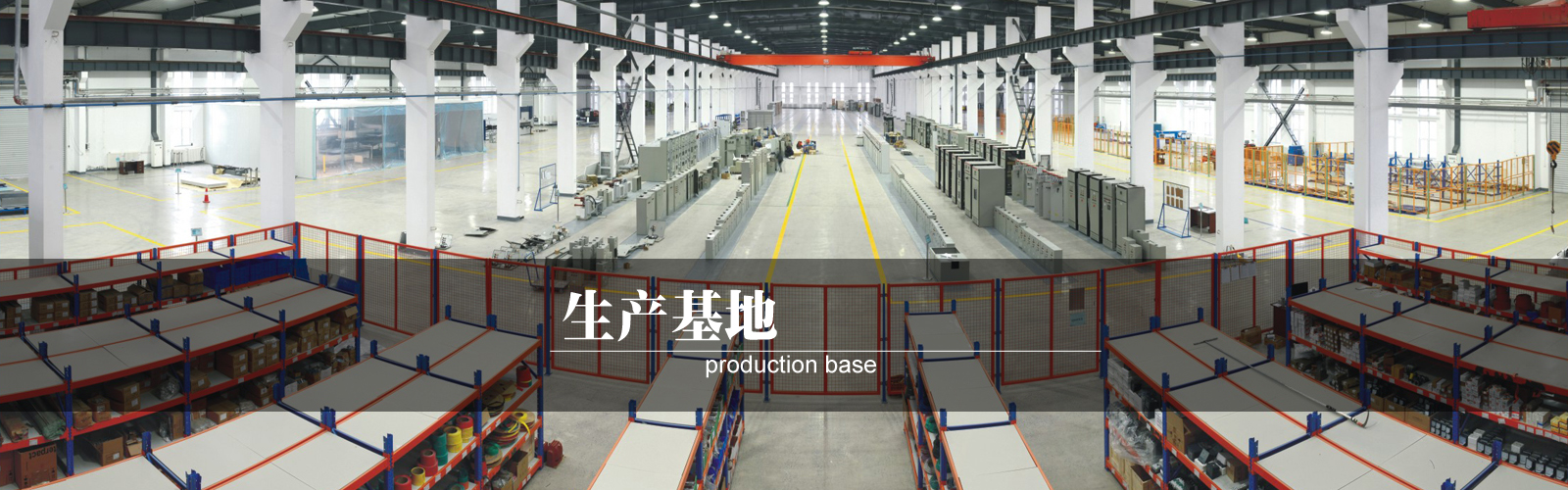
КИПpГпДчВЛЗћв(guЈЉ)ЗЖвЊЧѓдѕУДоkЃП-дЦФЯКИЙЄХрг(xЈДn)
ЌF(xiЈЄn)ЯѓЃК
КИПpдкzВщжаКИПpЕФИпЖШп^ДѓЛђп^а����ЁЃЛЛђКИПpЕФЖШЬЋЛђЬЋе�ЃЌвдМАКИПpКЭФИВФжЎщgЕФп^ЖЩВПЮЛВЛЦНЛЌЁЂБэУцДжВк�����ЁЂКИПpПv���ЁЂMЯђВЛећ§R��ЃЌпгадкНЧКИПpВПЮЛКИПpЕФЯТАМСПп^Дѓ����ЁЃ КИПpЦТПкМгЙЄЕФЦНжБЖШн^Вю�����ЃЌЦТПкЕФНЧЖШВЛЎ(dЈЁng)ЛђбbХфщgЯЖДѓаЁВЛОљЕШЖјв§Ц№ЕФ��ЁЃКИНгжаыСїп^Дѓ�����ЃЌЪЙКИlШлЛЏп^Пь�ЃЌПижЦКИПpГЩаЮРЇыyЃЌыСїп^аЁ����ЃЌдкКИНгв§ЛЁrўЪЙКИlЎa(chЈЃn)ЩњЁАеГКЯЌF(xiЈЄn)ЯѓЁБЃЌдьГЩКИВЛЭИЛђКИСі;КИЙЄВйзїЪьОГЬВЛђ���ЃЌп\lЗНЗЈВЛЎ(dЈЁng)���ЃЌШчп^ПьЛђп^Т§ЃЌвдМАКИlНЧЖШВЛе§Д_;ТёЛЁздгКИп^ГЬ��ЃЌКИНгЙЄЫ
ЂЕ(shЈД)пxёВЛЎ(dЈЁng)�ЁЃ АДдO(shЈЈ)гвЊЧѓКЭКИНгв(guЈЉ)ЗЖЕФв(guЈЉ)ЖЈМгЙЄКИПpЦТПкЃЌБMСПпxгУC(jЈЉ)аЕМгЙЄвдЪЙЦТПкНЧЖШКЭЦТПкп
ОЕФжБОЖШКЭЦТПкп
ОЕФжБОЖШп_(dЈЂ)ЕНвЊЧѓ�ЃЌБмУтгУШЫЙЄтИюЁЂЪжЙЄчPЯїМгЙЄЦТПк�ЃЛдкНMІrЃЌБЃзCКИПpщgЯЖЕФОљђвЛжТ��ЃЌщБЃзCКИНгй|(zhЈЌ)СПДђЯТЛљЕA(chЈГ)���ЃЛЭЈп^КИНгЙЄЫдuЖЈ���ЃЌпxёКЯпmЕФКИНгЙЄЫ
ЂЕ(shЈД)��ЃЛКИЙЄвЊГжзCЩЯ����ЃЌН(jЈЉng)п^Хрг(xЈДn)ЕФКИЙЄгавЛЖЈЕФРэеЛљЕA(chЈГ)КЭВйзїММФм���ЃЛЖргКИПpдкКИНгБэУцзюКѓвЛгКИПpЪЧ�����ЃЌдкБЃзCКЭЕзгШлКЯЕФlМўЯТ�ЃЌЊ(yЈЉng)ВЩгУБШИїгщgКИНгыСїн^аЁ����ЃЌВЂгУаЁжБНЃЈІе2.0mm~3.0mmЃЉЕФКИlИВУцКИЃЛп\lЫйЖШвЊЧѓОљђ�����ЃЌгаЙ(jiЈІ)зрЕиЯђПvЯђЭЦпM(jЈЌn)����ЃЌВЂзївЛЖЈЖШЕФMЯђ[гЃЌПЩЪЙКИПpБэУцећ§RУРг^���ЁЃ









ЙЋБЬЖўОSДa")
ШЫЮЂаХ")